What is the high frequency induction welding?
High frequency induction welding is a process based on the concept of forming a weld seam by electric resistance or electric induction welding, where the edges to be welded are mechanically pressed together, and the heat for welding is generated by the resistance to flow of the electric current.
The process begins with the cutting of the strip of the required size on slitting line and then fed through the pipe Mill for formation of line pipe. Once the strip is formed into a cylindrical shape, the faying edges are brought together between squeeze rolls to produce a V at the point of welding, with an included angle of typically 2-5° for steel.
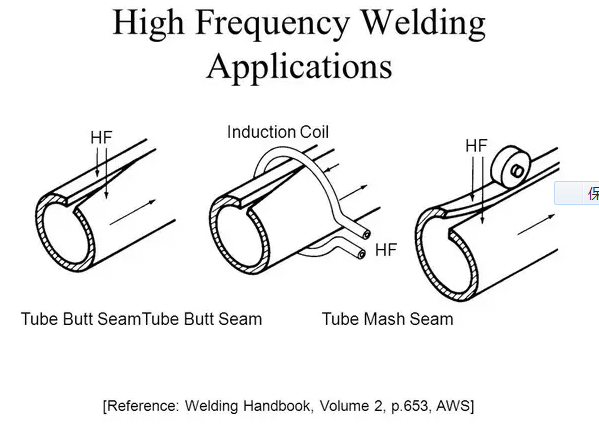
A high frequency coil introduces current into the pipe ahead of the squeeze rolls. This current is concentrated on the edges of the strip in the V and resistance heats a narrow zone at the edges to the welding temperature. The What is the high frequency induction welding?
High frequency induction welding is a process based on the concept of forming a weld seam by electric resistance or electric induction welding, where the edges to be welded are mechanically pressed together, and the heat for welding is generated by the resistance to flow of the electric current.
The process begins with the cutting of the strip of the required size on slitting line and then fed through the pipe Mill for formation of line pipe. Once the strip is formed into a cylindrical shape, the faying edges are brought together between squeeze rolls to produce a V at the point of welding, with an included angle of typically 2-5° for steel.
A high frequency coil introduces current into the pipe ahead of the squeeze rolls. This current is concentrated on the edges of the strip in the V and resistance heats a narrow zone at the edges to the welding temperature. The squeeze rolls consolidate the weld by expelling any melted material and contaminants and forming a small upset bead inside and outside the pipe. These beads are then cut in order to have unrestricted flow of fluid/gas inside the pipe. Thin wall steel pipe may be welded at up to a few hundred m/min.
Thereafter, pipes are cut into the required length and are transferred to finishing sections for further processing and testing of the line pipes like straightening, End Chamfering/Facing, Hydro-testing, Non-destructive Testing, Threading, Galvanizing etc., depending on the requirement of the customer.
NEXT: Advanced Metal Slitting Line